Leading the industry with precision-engineered PE tapes and medical dressings.
The global Polyethylene (PE) Tape market is experiencing a transformative era, driven by the surging demand in the healthcare, sports medicine, and industrial packaging sectors. As a versatile material, PE tape is prized for its excellent moisture resistance, transparency, and conformability.
Currently, the market is shifting towards Hypoallergenic and Breathable formulations. Medical professionals worldwide are increasingly prioritizing patient comfort, leading to a higher demand for PE tapes that offer secure adhesion without causing skin trauma or allergic reactions.

We leverage AI-driven manufacturing and material science to lead the next generation of adhesive technology.
Development of pressure-sensitive adhesives that maintain grip in high-moisture environments while remaining "easy-tear" for clinical efficiency.
Integration of biodegradable PE films and solvent-free adhesive coating processes to reduce the environmental footprint of medical waste.
Using laser-precision technology to create bidirectional tearing and optimal breathability, preventing skin maceration in long-term use.
A Professional Medical Products Designer, Manufacturer, and Exporter in China.
Weihai SHEFA Medical Technology Co., Ltd. has always strictly abided by the motto of "Quality First and Reputation Supreme." We are a professional medical products designer and manufacturer, mainly engaged in surgical dressings and medical disposable products across Class I, II, and III.
Our manufacturing bases are strategically located across different provinces in China. This allows us to maintain a robust supply chain for gauze rolls, absorbent cotton, and our flagship PE Medical Tapes.
Our products are utilized in hospitals and daily medical operations globally. Whether it's for fixed needle surgical sealing or sports injury strapping, our PE tapes provide the reliability that practitioners demand.

Tailored solutions for every environment—from the ICU to the Olympic stadium.
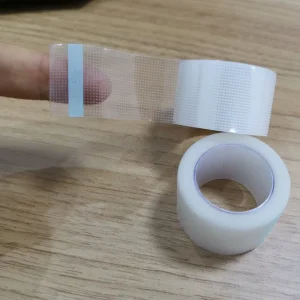
Our transparent PE tape is ideal for securing IV lines, catheters, and dressings where skin monitoring is required without removing the tape.
High-tensile zinc oxide and elastic bandages provide rigid support for joints, preventing injuries during high-intensity athletic activities.
Easy-to-use, hypoallergenic microporous tapes designed for sensitive skin, perfect for pediatric and geriatric care at home.
PE tapes used for specialized industrial sealing and protection where chemical resistance and transparency are paramount.
Combining China's manufacturing prowess with global quality standards.
From raw PE film production to final adhesive coating, our vertical integration ensures cost-competitiveness and quality control.
We offer customized sizes (1"/2"/3"), private labeling, and specific adhesive formulations to meet your local market regulations.
With partners in over 20 countries across the Middle East, Africa, and Europe, we handle complex international shipping with ease.
When searching for the best PE tape manufacturer, professional buyers must look beyond the unit price. High-quality PE tape is defined by its Polymer Purity and Adhesive Stability. At SHEFA Medical, we utilize high-grade medical polyethylene that ensures a consistent tear every time, a critical feature for busy nurses and surgeons.
Global procurement needs are evolving. Modern hospitals are looking for Latex-Free and Hypoallergenic options to mitigate the risk of patient complications. Our R&D team continuously tests peel-force levels to ensure our tape stays in place for 24-48 hours yet removes cleanly without leaving sticky residue—a hallmark of professional manufacturing.
Regulatory compliance is another pillar of our authority. Our ISO 13485:2012 certification isn't just a badge; it's a commitment to a rigorous quality management system that tracks every batch from raw material to the end-user. For distributors in Europe and the Americas, our CE and FSC certifications provide the necessary legal pathway for market entry.
We understand the importance of Total Cost of Ownership (TCO). By sourcing directly from our China factory, you eliminate middle-man markups while gaining direct access to our engineering team for custom product development. This partnership approach is why we have maintained long-term relationships with distributors in over 20 countries.
Comprehensive solutions for every medical and surgical requirement.