Industry-leading consumables and protective equipment engineered for clinical excellence.
The convergence of AI, sustainable materials, and automated logistics in modern infection control.
Modern sterilization units are transitioning from manual operation to AI-integrated systems that monitor pressure, temperature, and gas concentration in real-time, ensuring zero-margin-for-error outcomes for critical surgical instruments.
The industry is shifting toward low-temperature hydrogen peroxide plasma and advanced EO gas recovery systems to reduce the environmental footprint while maintaining the highest SAL (Sterility Assurance Level).
Integration of RFID and QR codes on sterile packaging allows hospitals to track the lifecycle of a product from the manufacturing floor in China to the operating theater, enhancing patient safety and inventory efficiency.
Director's Insight:
The "Information Gain" in modern procurement isn't just about the hardware; it's about the data integrity behind the sterilization process. Top-tier suppliers now provide comprehensive digital validation reports that integrate directly into Hospital Information Systems (HIS).
How international healthcare providers are optimizing their sterile supply chains.
Procuring sterilization equipment and sterile consumables from China requires a deep understanding of total cost of ownership (TCO). Beyond the initial unit price, global buyers are now focusing on:
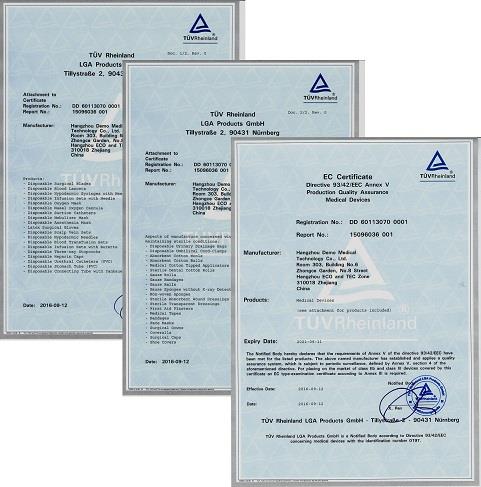
Ensuring suppliers hold CE, FDA, and ISO13485 certifications is the baseline. High-growth buyers look for "Regulatory Intelligence" — suppliers who proactively adapt to the new EU MDR and IVDR requirements.
Modern surgical techniques require specialized dressings and tools. The ability to customize silicone foam dressings or surgical gowns for specific hospital protocols is a key competitive advantage for Chinese exporters.
Post-pandemic procurement emphasizes diversified shipping routes and localized warehousing to mitigate geopolitical risks and ensure a steady supply of essential gauze, bandages, and catheters.
Sterilization is not a one-size-fits-all department. We offer tiered solutions tailored to diverse clinical environments:
For large-scale hospitals, we provide full Central Sterile Supply Department (CSSD) layouts, integrating washers, disinfectors, and high-volume autoclaves into a seamless workflow that prevents cross-contamination.
For emergency response and field hospitals, we provide pre-sterilized, vacuum-packed kits including surgical gowns, sutures, and wound dressings that maintain sterility in harsh environments.
Precision tools like brushless micromotors and makeup needles require specialized sterilization protocols. Our equipment ensures long-term tool durability without compromising antimicrobial efficacy.
Navigating the complex landscape of international medical standards.
At Weihai SHEFA Medical Technology Co., Ltd., we recognize that our reputation is built on the reliability of our products. Our compliance framework is designed to exceed standard requirements:

Introduction: Weihai SHEFA Medical Technology Co., Ltd. is a professional medical products designer, manufacturer and exporter in China. Ever since its foundation, SHEFA Medical has always strictly abided by the motto of Quality First and Reputation Supreme.
History: Now SHEFA Medical is mainly engaged in the supplying of surgical dressings, medical disposable products in class I, class II and class III, medical instruments and appliances. With decades of expertise, we have evolved into a cornerstone of the medical supply chain.
Manufacturing Bases: Surgical dressings & medical supplies are one of the most essential healthcare products. As a Main target in our company, we have our factories and manufacturing bases in different provinces of China, ensuring diverse production capabilities and scale.
Product Range: Our portfolio includes Gauze rolls, Gauze swabs, gauze bandages, Laparotomy sponges, Paraffin Gauze Swabs, Absorbent Cotton, medical plasters, Disposable Syringe, Infusion Set, Scalp Vein Set, Safety Syringe, Oxygen Mask, and Foot care products.
Market Reach: Our Products are being spreaded by our partners and distributors in more than 20 countries in the Middle East, Africa, South America, Europe and Asia. We look forward to being your reliable and long-term partners.
Standardization: To complement and standardize our business operation, we have ISO13485:2012 quality system certified and obtained CE Certificate and FSC certificate, ensuring adherence to global best practices.
Investing in the next generation of sterile technology.
Launching a new line of biodegradable surgical gowns and dressings to meet the rising demand for hospital sustainability without sacrificing fluid resistance.
Introducing cloud-connected sterilization units that allow remote diagnostics and predictive maintenance, reducing downtime in critical care facilities.
Researching antimicrobial nanotech coatings for medical tapes and sutures to provide an additional layer of infection prevention at the wound site.